

Болот шарларды жөнөкөй өндүрүш процесси
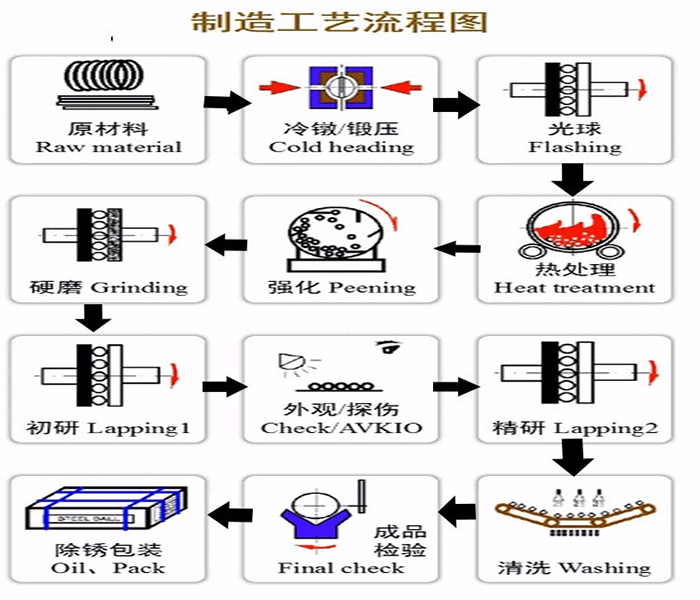
Ball бланк калыптандыруу → шакек алып салуу → орой майдалоо → жумшак майдалоо → шарик бланк калыптандыруу → жылмакай шар (же берүү → жумшак майдалоо) → катуу майдалоо → майдалоо → так майдалоо (же жылтыратуу) → абдан так майдалоо.
Болот шарларды деталдуу өндүрүш процесси
1. Зым тартуу: Зым тартуучу машинанын жардамы менен зымды керектүү диаметрге чейин созуңуз;
2. Муздак рубрика (согма): Тартылган зымды болоттон жасалган топ муздак рубрика машинасына салыңыз жана машинанын ичиндеги болот өлчөгүн колдонуп, аны шар бланкына согуңуз;
3. Лайтбол: Лайтбол машинасынын ичиндеги эки чоюн майдалоочу шар тегерек пластинкаларды басып, муздак аталыштагы эмбрионду сырткы шакекти жана эмбриондогу эки уюлду алып салыңыз;
4. Жумшак топ: жумшак топ машинанын ичинде эки чоюн майдалоочу топ тегерек плиталар жарык топ эмбрион талап шар диаметри жана беттик тегиздикке салып майдалоо үчүн билэ;
5. Жылуулук дарылоо: бир жылуулук дарылоо мешке салып, аны carburizing, аны өчүрүү, жана ага белгилүү бир carburizing катмарын, катуулугун, катуулугун жана майдалоо жүгүн берүү үчүн жумшартуу;
6. Катуу майдалоо: майдалоочу машинанын ичиндеги майдалоочу дөңгөлөк диски топтун бетинде кара кычкыл катмарын алып салуу жана топтун тактыгын тууралоо үчүн жылуулук менен иштетилген шарикти кысымга алып, майдалайт;
7. Precision майдалоо / жылмалоо тазалоо: Precision майдалоо: даяр буюмдун талап кылынган так жана жылмакай жетүү үчүн так майдалоочу машинада майдалоочу топ эмбрионду майдалоо;
Жылтыратуу жана тазалоо: Топту жылтыратуу барабанына куюп, аны айлантыңыз, андан кийин сфералык бетти жылмалоочу тазалоочу агент жана суу менен тазалап, аны таза жана жылтыратыңыз;
8. Сырткы көрүнүшүн тандоо: болоттон жасалган топтун бетиндеги кемчиликтерди текшерүү үчүн кол менен визуалдык текшерүүнү колдонуңуз жана чыныгы тегеректигин, партия диаметринин өзгөрүшүн өлчөө үчүн микрометрди колдонуңуз жана акыркы текшерүү катары беттик тегиздикти аныктоо үчүн беттик тегиздик метрди колдонуңуз;
9. Таңгактоо: Болот шарларды/дат баспас болоттон жасалган шарларды/подшипник болот шарларын дат баскан май менен каптап, аларды картон кутучаларга же токулган баштыктарга салыңыз.
Технологиянын өнүгүшү менен жабдууларды чыгаруучу өнөр жайда чоң жүк көтөрүүчү подшипниктерге суроо-талап сандык жана сапаттык жактан дагы өстү, ошондой эле чоң подшипник болот шарларын колдоонун санына жана сапатына талаптарды да тиешелүү түрдө жогорулатуу керек. Болот топтун партиясынын диаметринин өзгөрүшү кичинекей болушу керек, болоттон жасалган топтун бетинин тегиздиги кичинекей, тактыгы жогору болушу керек жана болоттон жасалган топтун негизги катуулугу менен беттик катуулугунун ортосундагы айырма аз болушу керек. Чоң подшипник болот шарларынын диаметри азыр 150MM-200MM ге жетти.
Чоң подшипник болот шарларын өндүрүү процесси кадимки мүнөздөмөлөрдөн айырмаланат. Төмөнкү салыштыруу жүргүзүлөт:
1. Чоң подшипник болот шарларын өндүрүү процесси:
Кесүү - согуу - күйгүзүү - токарлык иштетүү - жылуулук менен иштетүү - катуу майдалоо - баштапкы изилдөө - так изилдөө;
2. Кадимки спецификациядагы болот шарларды даярдоо процесси:
Зым тартуу - Муздак рубрика - Жеңил топ - Жумшак шар - Термикалык иштетүү - Катуу майдалоо - Майда майдалоо;
Импорттук подшипник болот шарларын даярдоо процесси
1) Импорттолгон подшипник болот шарларын колдонуу менен жабдууларды өндүрүү
2) Биринчиден, подшипник болот шары эки майдалоочу плитанын ортосуна коюлганга чейин майдалоочу пластинаны алдыга жылдыруу үчүн гидроцилиндрди чуркаңыз.
3) Шар розеткасын орнотуп, аны бош абалда сактаңыз. Эки жылмалоочу плитанын ортосундагы боштукту болот шариктер менен толтуруу үчүн шпиндельди тебелеп, шариктин чыгышын тууралап коюңуз.
Шарды жыйноочу бычак майдалоочу пластинанын (же майдалоочу дөңгөлөктүн) акыркы бетине бекем бекитилет жана шариктин чыгуучу жерине бекитилет. Бул учурда, хром болоттон жасалган шарды айландыруу үчүн эки майдалоочу плитага басым жасоо максатка ылайык.
4) Коргоочу капкакты жабыңыз, суу насосун иштетиңиз, материалдык лотокту ишке киргизиңиз жана негизги валды иштетиңиз.
5) Ар бир фабриканын процесстик адаттарына ылайык, шпинделдин жана материал табакчасынын ылдамдыгын тууралаңыз жана жетектөөчү плитанын ар бир оюгундагы болот шарлары бирдей бөлүштүрүлүшүн камсыз кылуу үчүн шарлардын санын тууралаңыз
Бир калыпта бөлүштүрүлөт жана бири-бирин кайталабайт.
6) Майдалоо басымын тууралаңыз, операция панелиндеги басым которгучту ачык абалга буруңуз, гидростанциянын панелиндеги басымды көтөрүүчү клапанды тууралаңыз жана аны көтөрүңүз
Басымды тактап, аны ар бир заводдо бекитип, ишке киргизүү учурунда басымды кармап туруу үчүн гидравликалык системага көңүл буруңуз.
7) Кадимки иш шарттарында, ал туруктуу иштөө абалына, басым, жана бир калыпта кирип-чыгуучу кабыл алуу үчүн байкоо жүргүзүү зарыл.
8) болот шары көрсөтүлгөн өлчөмү жана бетинин сапатын жеткенде, адегенде жумушчу басымды азайтуу, андан кийин негизги токтотуу баскычын басып.
9) Подшипниктин болот шарын алып салуу үчүн контейнерди даярдаңыз.